皆さんこんにちは さて今日は無理抜きについて解説していきたいと思います。
通常、製品にアンダーカットがついてる場合、通常上下抜きの金型では製品が製造出来ません。
通常は傾斜ピン等を使ってアンダー形状を設計しますが、コスト面や少しの高さで良い場合は無理抜きが使われます。
無理抜きとは?
製品に軽微なアンダーカットがある場合、樹脂の弾性を利用して(無理やり)上下抜きで製品を製造する事。
簡単な蓋や目印の線などに利用される場合が多いです。蓋としては密閉性はいい加減なものになるので、容器側の寸法が大事になります。
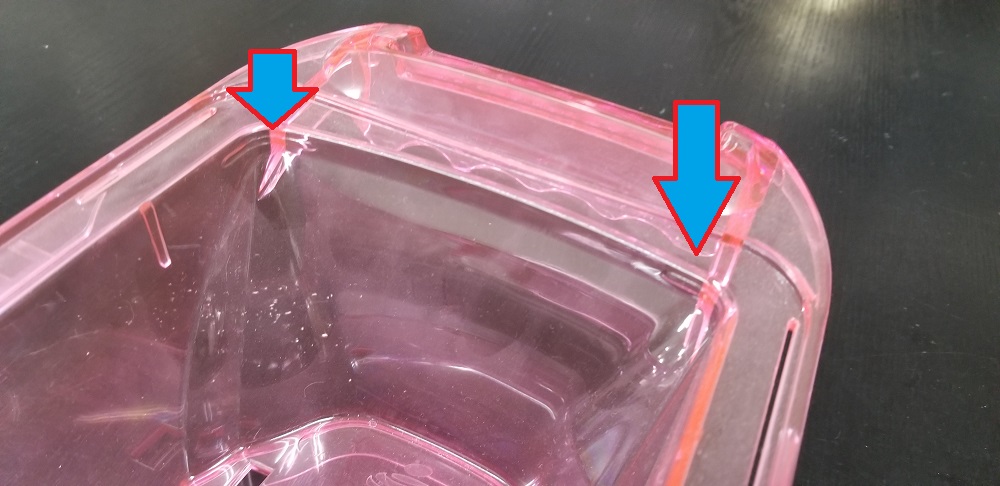
無理抜き実績
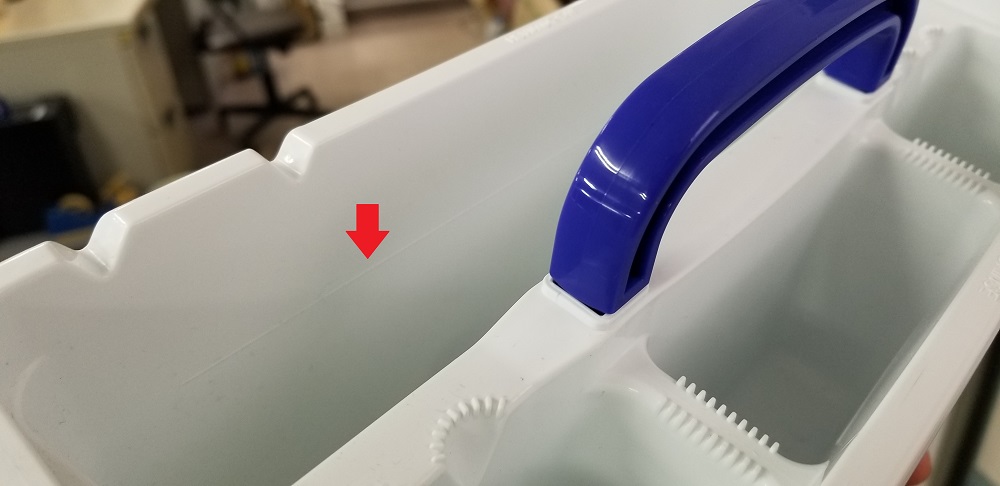
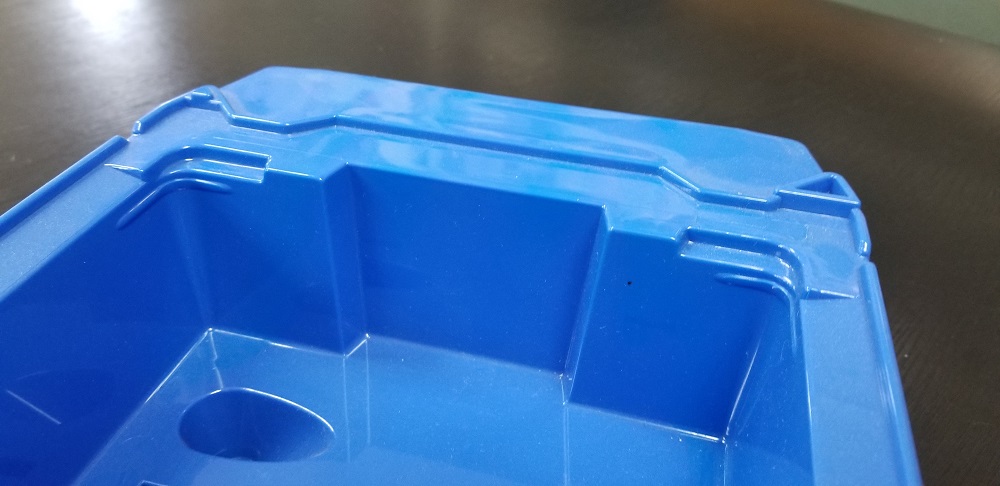
無理抜きを実施するのに絶対に抑えなければならない3つのポイント
1.コア側に設計する事
2.全周を囲わない事(逃げを用意する)
3.無理抜き出来る(実績のある)樹脂を選ぶ
樹脂別の推奨高さは
PP……0.3~1.0
PC……0.3~0.8
ABS……0.3~0.8
その他にもTPE(エラストマ)、PEなどでも加工は可能です。
※全周を加工した事例ではありません。構造によって無理抜き可能な寸法は変わりますので、下記問い合わせバナーより図面診断をお申し込みください。