ガス焼け発生のメカニズム
射出成形において製品が出来る前と後では、もともと金型内部に入っている空気(+材料から発生したガス)が樹脂に置き換わる必要があります。勿論、材料を充填していく過程で空気が金型の隙間から押し出されていくのですが、この時に行き場のなくなった空気(ガス)が抜けきらずに圧縮&高温化して焼けとして発生するものが「ガス焼け」です。
どんな場合に発生しやすいのか?
「ガス焼け」が発生しやすい形状
ゲートから一番遠い場所(空気が最後に合流する場所)や、細いリブ(樹脂の流れが悪い場所)は一般的に焼けが発生しやすい場所です。
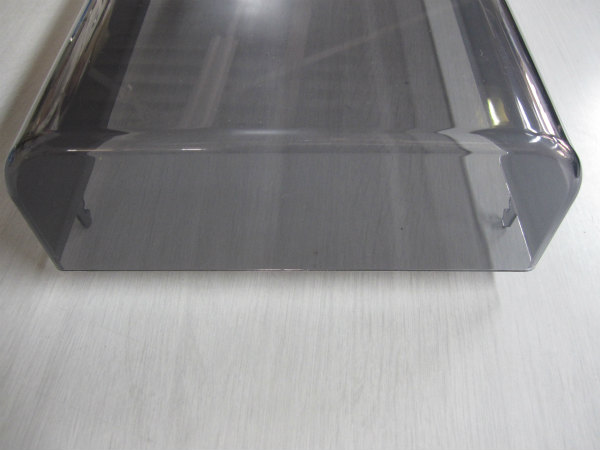
真ん中の下部で白くなっている所がガス焼けです
成形品の大きさ 450x250x100
使用材料・アクリル材 の成形品です。
サイドゲートで、ゲートから約40センチの地点で
ガス焼けが発生しました。
「ガス焼け」が発生しやすい材料
経験則的に一般的なABSやPCでも添加剤が入っているものはガス焼けが発生しやすいです。特に難燃剤、帯電防止剤などは焼けが発生しやすいです。あと、色味でも白は焼けが発生しやすい場合があります。一説では白の元になっている酸化チタンが焼けやすい原因との事です、、、、