
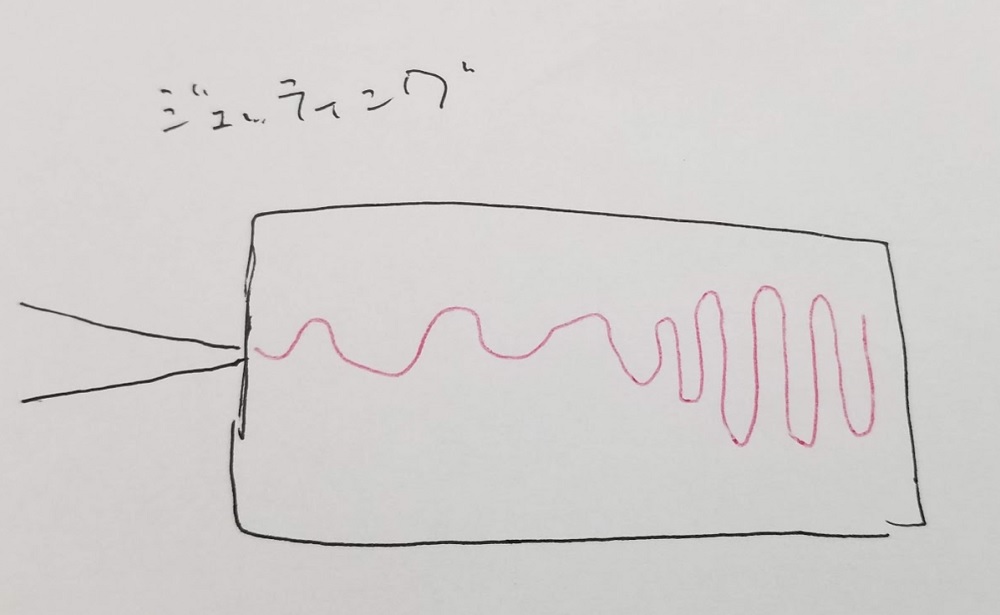
サイドゲートで板状のものを成形すると、ジェッティング(成形品のゲート付近に成形材料噴出後が残り、ミミズのはったような線になる模様の事)に悩まされることが有ります。
ジェッティング不良の原因と対策
ゲートからキャビティに材料が流入する速度が速すぎ、かつ流路が長すぎると、最初に射出された比較的低温の材料がひも状のまま蛇行しながら押し流され、材料同士の融合が不十分のまま表面で固まってしまう為に起こります。
対策方法は、金型のゲート付近に流れ込んだ溶融材料がぶつかる様に、ジェッティング対策ピンなどを設け、材料の流路を短くし、成形条件で金型の温度は高め、射出速度は遅く設定する事によりかなり改善されます。