
プラスチックのインジェクション成形では、ボス穴などの穴形状があると、どうしてもウエルドラインが目立ってしまいます。
今回の成形品は一次外観部品の為、そのウエルドを極力目立たなくしてほしいとの要望が有りました。
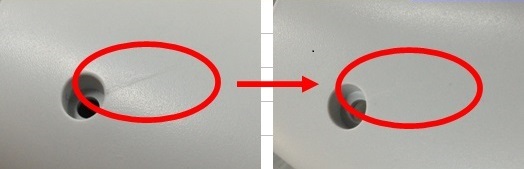
金型温度を、一次試作の40度から50度に変更する事により、
ウエルドはかなり目立たなくなりました。 金型内部で樹脂が合流する時の温度が上がった事で、合流した樹脂同士が溶け合いやすくなったことがポイントです、ただ、完全にウエルドを消すのは成形条件だけでは難しいのであくまでも軽減策としてご理解いただければ幸いです。