今回はPP(ポリプロピレン)で成形している射出成型品の反りに関する不良 の改善事例
として、金型改造のポイントをご紹介したいと思います。
まずは改善前の成形品を見てください。

今回ご紹介する事例は真ん中が一番沿っている、深モノのケースです。
PPは収縮率が他の樹脂に比べて大きく、反り不良が発生しやすい特徴があります。特に角部は内側が外側に比べて収縮をしやすいので、内側に倒れやすい傾向があります。今回はその反りを金型修正で改善しました。
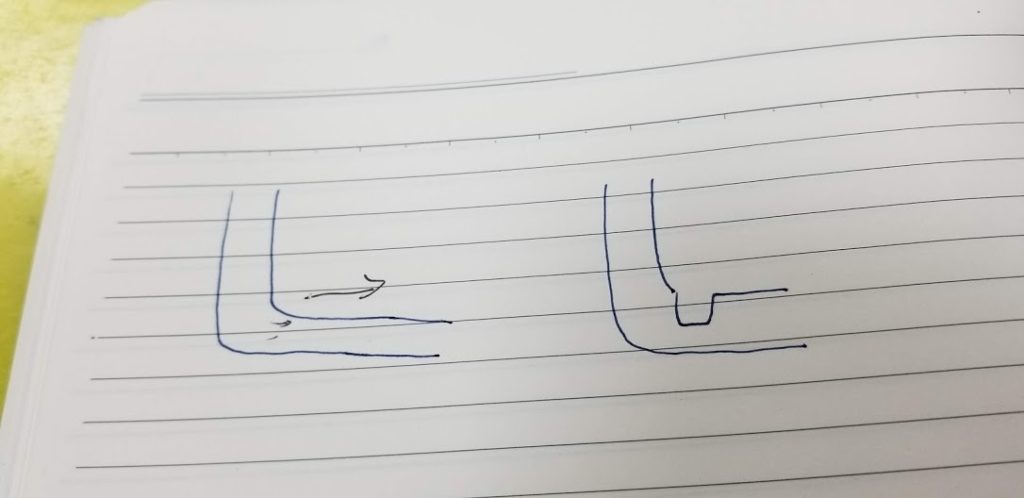
上記イラストはケースを輪切りにしたときに、底面の角部を描いたものです。
左が元の沿っている状態、右が溝に切れ目を入れて樹脂の収縮を散らした形状です。
具体的に金型を修正した製品がこちら↓


反りも幾分治まっているように見えます。並べてみましょう
改善前 改善後
若干角度の違いもありますが、左の改善前の製品は中央部で―7㎜、改善後の製品は―2㎜まで改善しました。成形条件は同一です。
反りに関しては諸々色んな条件が重なって発生しますので、1つの手立てだけで完全にコントロールする事は難しいですが、設計初期段階の図面査定でかなりのケース対応する事が出来ます。
既にお困りの製品、これからPPの製品で反りが気になる方はお気軽にお問い合わせください