みなさま、こんにちは! 急に寒くなりましたが、体調はいかがでしょうか?(2016年11月現在) 当社では風邪ひきさんが増えています。 寒がりの私は、足元ヒーターが欠かせません。 さて、本日は当社が実行している傷防止対策を […]
成形トラブル
キズ防止策


みなさま、こんにちは! 急に寒くなりましたが、体調はいかがでしょうか?(2016年11月現在) 当社では風邪ひきさんが増えています。 寒がりの私は、足元ヒーターが欠かせません。 さて、本日は当社が実行している傷防止対策を […]

こんにちはプラスチック問題解決工場のモリボーです。 「金型温調機」というのがあります。プラスチックの成型で重要なのが成型時の射出スピード 圧力 樹脂温度 などがありますが 金型温度も大きなファクターです。金型温度が低いと […]
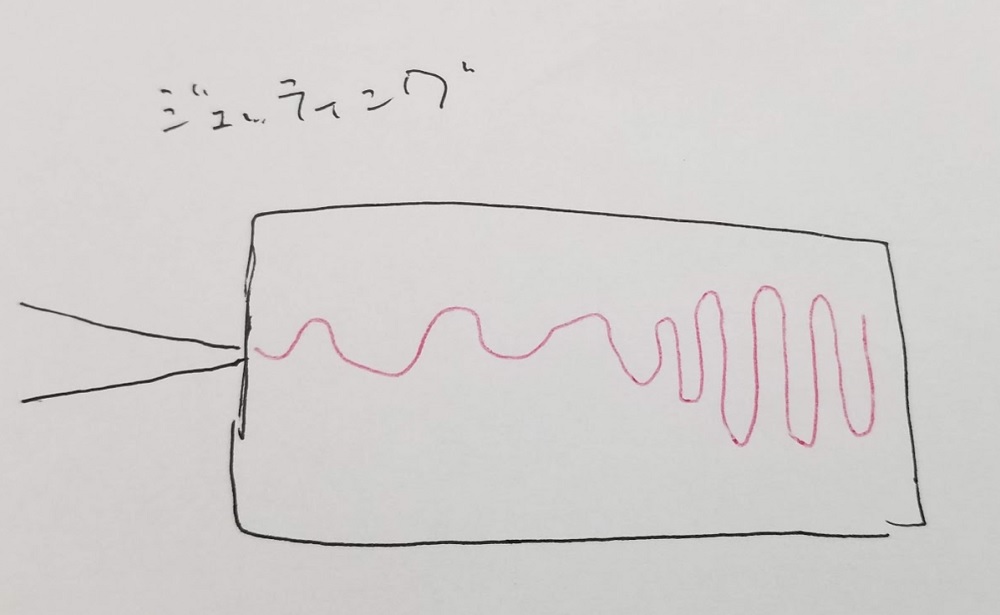
こんにちはプラスチック加工問題解決工場のモリボーです。 プラスチック成形品にジェッティング不良というのがあります。泡状になったような気泡が製品の表面に見られる現象です。原因の一つに材料の乾燥が不足しているということが考え […]

海外から入荷したコンテナ貨物で港についた金型は、 港の倉庫で、コンテナから、トラックに積み替えられて、 弊社工場に入荷します。 金型は、防錆の為油が塗られて、木箱に入っています。 箱の中の金型は、ビニールに包まれています […]

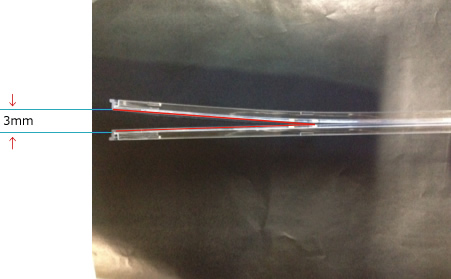
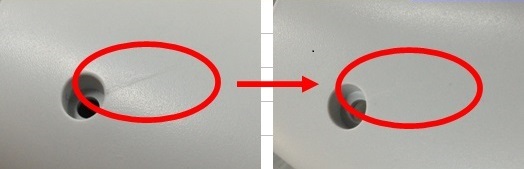
旭電機化成㈱ 自社商品「ごますり革命」の金型トライ立ち合いの様子です。 まず、量産用材料を使い 成形トライを行いました。 その際、キャビ側に一部成形品が取られて、金型を開けた拍子にコア側に跳ねるためキズが付くと […]

為替の変動や品質トラブルなどを理由に海外で生産していた樹脂金型を日本に運んで、成形してほしいと言う話が増えてきています。 ただしトラブルは付きもので、先日韓国から移管された金型を弊社工場で成形したところ、外観部品にあたる […]
◆ソリ修正前 プラスチック成形品のそり・ねじれとはプラスチック成形品が金型より取り出した後、製品が冷えていく際に収縮により曲がったり・ねじれたりする不良のひとつです。 反りの原因 ・溶融樹脂の流れに起因するもの・冷却不均 […]

お客様よりABS成型品のヒケ対策依頼(表面の凸凹を直したい)がありました。一番正面に来る外観部品の為、何とか表面をスッキリと平らにし、見た目を美しくしたいとの事。 上記画像はヒケ対策前の製品です。 ヒケている部分の背面に […]
プラスチックのインジェクション成形では、ボス穴などの穴形状があると、どうしてもウエルドラインが目立ってしまいます。 今回の成形品は一次外観部品の為、そのウエルドを極力目立たなくしてほしいとの要望が有りました。 金型温度を […]
サイドゲートで板状のものを成形すると、ジェッティング(成形品のゲート付近に成形材料噴出後が残り、ミミズのはったような線になる模様の事)に悩まされることが有ります。 ジェッティング不良の原因と対策 ゲートからキャビティに材 […]